
Przedsiębiorstwo w Polsce, zbudowane od podstaw w 2013 roku, dysponuje najnowocześniejszą technologią i zrzesza wysoko wykwalifikowanych specjalistów, legitymujących się międzynarodowymi uprawnieniami i certyfikatami. Naszą dewizą jest perfekcyjna jakość produktów, oraz zadowolenie naszych Klientów!!










Aby dokładnie poznać potrzeby każdego z Naszych Klientów, chętnie towarzyszymy Państwu od momentu planowania po projektowanie, produkcję montaż i uruchomienie.
Wiedza, i doświadczenie naszych pracowników z Działu Produkcyjnego pozwalają na przekształcenie nawet najbardziej skomplikowanych projektów w stalowe dzieła sztuki, które nie tylko pięknie wyglądają, ale działają tak, jak trzeba, długo i niezawodnie…
Głównym przedmiotem naszej działalności jest produkcja urządzeń technologicznych, aparatury, instalacji, izolacji, konstrukcji dla branży spożywczej, chemicznej, farmaceutycznej, kosmetycznej i innych. Oferujemy: opracowanie projekt, niezbędne obliczenia zgodne z obecnymi wymogami i przepisami, montaż instalacji technologicznych, montaż urządzeń i maszyn, uruchomienie, oraz pełne szkolenie dla obsługi z zakresu bezpieczeństwa i higieny pracy. Zapewniamy kompleksową obsługę w zakresie doradztwa, projektowania i realizacji projektów uszytych na miarę i indywidualną potrzebę każdego naszego Klienta. Świadczymy pełen serwis gwarancyjny i pogwarancyjny, oraz usługi UR (Utrzymanie Ruchu) w przemyśle.

Oct. 24, 2023
Kolejny pasteryzator trafia do Naszego Klienta
Oct. 24, 2023
Montaż pras koszowych wraz kompletną instalacją dystrybucji soku z układem filtracji, oraz odbiorem wytłoków.

Jednym z bardzo ważnych etapów produkcji soków oraz ich koncentratów jest odpowiednie przygotowanie surowca do mielenia oraz tłoczenia soku. Dlatego też nasze linie i urządzenia do produkcji soków NFC oraz wieloletnie doświadczenie gwarantują przygotowanie surowca do etapu mielenia o najwyższej jakości.
System produkcji soków składający się z takich elementów jak: separacja surowca, kanałów spławnych, separatorów kamieni, taśmy inspekcyjnej pozwala na skuteczną segregację surowca słabej jakości oraz wyodrębnienie owoców o najwyższej jakości do dalszej obróbki. Trzy rzędowe taśmy inspekcyjne pomagają załodze w szybki i prosty sposób na eliminację / wyselekcjonowanie owoców gorszej jakości. Dodatkowo taśma posiada myjkę kurtynową i rynnę ociekową umieszczoną pod spodem taśmy inspekcyjnej. Istotnym elementem na linii produkcji soków jest myjka kurtynowa kótra pozwala na dokładne mycie surowca w ostatnim etapie przed jego mieleniem, dodatkowo za pomocą dusz natryskowych może być prowadzony proces dezynfekcji owoców który w skuteczny sposób eliminuje i ogranicza skażenie mikrobiologiczne znajdujące się na skórkach owoców, co w znaczący sposób przyczynia się do obniżenia obciążenia mikrobiologicznego soku.

• Przyjęcie surowca w ,,spławiakach’’ lini produkcyjnej wraz z zestawem armatek wodnych do hydrotransportu,
• Kanały spławiakowe wraz z zespołem przenośników, łapaczem kamieni, separatorem surowca oraz taśmą inspekcyjną,
• Sekcja mielenia owoców z wydajnością nawet do 40T/h zmielonych jabłek, na jednym młynku,
• Instalacja odbioru miazgi z młynka przez układ podgrzewania do zbiorników miazgi wraz z przygotowaniem do tłoczenia.
• Tłoczenie wraz z instalacją odbioru soku surowego z pras do zbiorników procesowych (pośredniczących) w celu jego dalszej obróbki.
• W kolejnym etapie technologi produkcyjnej surowy sok może być poddany procesowi pasteryzacji i jako gotowy produkt zmagazynowany w zbiornikach aseptycznych lub zagęszczony do formy koncentratu.


Czystość to podstawa sukcesu w produkcji żywności…
Nasze urządzenia oraz wieloletnie doświadczenie gwarantują przygotowanie surowca do etapu mielenia o najwyższej jakości.
Oferowane przez nas stacje mycia CIP to nowoczesne systemy mycia i sterylizacji na zimno instalacji, zbiorników i urządzeń technologicznych oparte na nowatorskich rozwiązaniach opracowanych przez lata doświadczeń. Układy sterowania, kontroli parametrów, archiwizacji procesów mycia, wraz z pełną komunikacją z urządzeniami (obiektami mycia) zapewniają bezawaryjną pracę ale przede wszystkim bezpieczeństwo dla obsłógi i samego obiektu mycia. Oferujemy stacje jedno lub wielo torowe umożliwiajace realizację procesu mycia wielu obiektów w tym samym czasie…
• Krótki czas przygotowania środków myjących,,
• Precyzyjną kontrolę parametrów mycia (stężenie, temperatóra, czas mycia),
• Elastyczność pracy (szybka zmiana parametrów mycia),
• Oszczędność energii i srodków myjących,
• Optymalizacja czasu mycia dla ego obiektu mucia,
• Automatyzacja mycia pozwala na odciążenie obsłógi podczas pracy stacji,
• Nadzór i kontrola procesów mycia za pomocą urządzeń mobilnych,

W naszej ofercie znajdą Państwo także:
• Układy podgrzewania, chłodzenia i podtrzymania temperatury w procesach technologicznych,
• Instalacje ze stali nierdzewnej,
• Montaż instalacji / konstrukcji ze stali nierdzewnej,
• Młynki do jabłek
• Taśmy inspekcyjne
• Drabiny,
• Podesty,
• Pomosty,
• Automatyzacja i sterowanie procesami produkcji,
• Doradztwo w zakresie optymalizacji produkcji,

Czystość to podstawa sukcesu w produkcji żywności…
Nasze urządzenia oraz wieloletnie doświadczenie gwarantują przygotowanie surowca do etapu mielenia o najwyższej jakości.
Oferowane przez nas stacje mycia CIP to nowoczesne systemy mycia i sterylizacji na zimno instalacji, zbiorników i urządzeń technologicznych oparte na nowatorskich rozwiązaniach opracowanych przez lata doświadczeń. Układy sterowania, kontroli parametrów, archiwizacji procesów mycia, wraz z pełną komunikacją z urządzeniami (obiektami mycia) zapewniają bezawaryjną pracę ale przede wszystkim bezpieczeństwo dla obsłógi i samego obiektu mycia.
Stacja mycia CIP pracuje w tzw. obiegu zamkniętym, co pozwala na oszczędność środków myjących, po przez odzysk sody, kwasu oraz wody jak też na zmniejszenie ilości ścieków odprowadzanych po myciu, co jednoznacznie przekłada się na oszczędności oraz ma duży wpływ na ochronę naszego środowiska.
Oferujemy stacje jedno lub wielo torowe umożliwiajace realizację procesu mycia wielu obiektów w tym samym czasie…
• Krótki czas przygotowania środków myjących,,
• Precyzyjną kontrolę parametrów mycia (stężenie, temperatóra, czas mycia),
• Elastyczność pracy (szybka zmiana parametrów mycia),
• Oszczędność energii i srodków myjących,
• Optymalizacja czasu mycia dla danego obiektu mycia,
• Automatyzacja mycia pozwala na odciążenie obsłógi podczas pracy stacji,
• Nadzór i kontrola procesów mycia instalacji za pomocą urządzeń mobilnych,

Nastawy stacji CIP pozwalają na zaprogramowanie / regulowanie indywidualnych parametrów (programów) mycia dla poszczególnych obiektów wedle ich zapotrzebowania.
W stacjach CIP użytkownik może ustawić według indywidualnych potrzeb następujące parametry:
• Stężenie sody w zbiorniku CIP,
• Stężenie kwasu w zbiorniku CIP,
• Temperatura sody w zbiorniku CIP,
• Temperatura kwasu w zbiorniku CIP,
• Czas płukania wstępnego [min]
• Czas mycia sodą [min],
• Czas płukanie po sodzie [min],
• Czas mycia kwasem [mS],
• Czas płukania końcowego [min],
• Czas drenaży [s],
• Czas do załączenia pompy powrotu CIP,
• Czas do awarii braku przepływu [s],
• Wysterowanie pompy P1 zasilającej [%],
• Temperatura wody płukanie [°C],
• Mycie z dezynfektntem lub bez,,
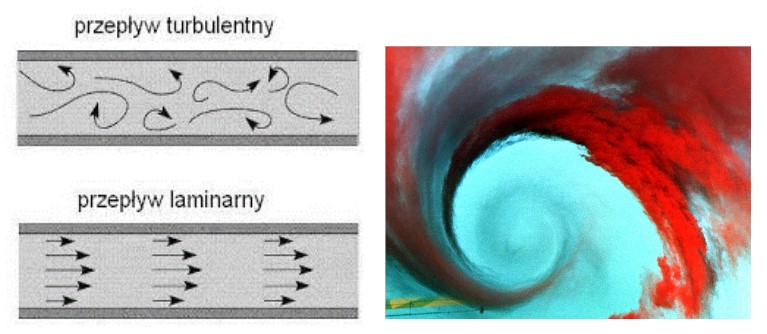
Dopasowanie odpowiednich parametrów mycia (temperatury, stężenia, cisnienia i przepływu) pozwala na skuteczne mycie poszczególnych obiektów. Szczególnie ważne podczas mycia jest odpowiedni przepływ liniowy pozwalający na uzyskanie turbulentnego przepływu umożliwiającego całkowite usunięcie zabrudzeń, cząstek materii organicznej oraz wszelkich pozostałości po produkcie….
Stacja mycia wyposażona została w program "Automycie stacji CIP".
Auto mycie służy do automatycznego mycia zbiorników stacji CIP. Mycie stacji nie wykonuje się w całości lecz w zakresie wybranym przez użytkownika. Funkcja ta pozwala na utrzymanie stacji CIP w należytej czystości i pozwala na jej wydajną pracę oraz bezawaryjność przez wiele lat.
Jesteśmy w stanie dopasować stację do Państwa indywidualnej potrzeby uwzględniającej zapotrzebowania dla poszczekólnych obiektów mycia jak i uwarunkowania miejsca umiejscowienia stacji.
Poniższa wizualizacja przedstawia poprawnie zaprojektowaną i działającą operację mycia oraz wyjaśnia różnice pomiędzy przepływem laminarnym a przepływem turbulentnym:
Stacja może być zbudowana z pojedynczych zbiorników dla poszczególnych mediów. W przypadku ograniczenia powierzchni jaką mamy do zagospodarowania stacja może posiadać zbiorniki piętrowe dwu, lub czterokomorowe. .
Takie rozwiązania pozwalają na zaoszczędzenie powierzchni jaką chcemy zagospodarować pod stację CIP.
Auto mycie służy do automatycznego mycia zbiorników stacji CIP. Mycie stacji nie wykonuje się w całości lecz w zakresie wybranym przez użytkownika. Funkcja ta pozwala na utrzymanie stacji CIP w należytej czystości i pozwala na jej wydajną pracę oraz bezawaryjność przez wiele lat.
Jesteśmy w stanie dopasować stację do Państwa indywidualnej potrzeby uwzględniającej zapotrzebowania dla poszczekólnych obiektów mycia jak i uwarunkowania miejsca umiejscowienia stacji.
Poniższa wizualizacja przedstawia poprawnie zaprojektowaną i działającą operację mycia oraz wyjaśnia różnice pomiędzy przepływem laminarnym a przepływem turbulentnym:

Z naszą stacją żadne zabrudzenia nie są problemem, dodatkowa funkcja sterylizacji na zimno pozwala na utrzymanie w czystości mikrobiologicznej wszystkich urządzeń oraz instalacji bez konieczności stosowania długotrwałej sterylizacji termicznej (np. za pomocą pary wodnej) co pozwala na znaczne skrócenie czasu przygotowania lini produkcyjnej oraz znaczne obniżenie kosztów.
Uwaga: Każda stacja projektowana jest przez nas indywidualnie według potrzeby każdego Klienta a jej wydajność oraz ilość torów mycia dobierana jest pod konkretne obiekty mycia.
Podstawowe funkcje stacji mycia:
• Automatyczne przygotowanie i kontrola roztworów myjących,
• Automatyczne dozowanie stężonych środków myjących,
• Kontrola stężenia roztworów myjących poprzez pomiar przewodności,
• Sterowanie temperaturą roztworów myjących,
• Możliwość zaprogramowania pracy stacji mycia dla ustalonych obiegów mycia w zakresie rzeczywistych czasów trwania operacji mycia i temperatury mycia,
• Możliwość prowadzenia dezynfekcji chemicznej,
• Pełna automatyzacja procesu mycia,
• Wykrywanie odchyleń od zadanych parametrów prowadzenia procesów mycia,
• Napełnianie i regulacja poziomów roztworów w zbiornikach stacji mycia:
• czujniki minimalnego i maksymalnego poziomu,
• zawory elektromagnetyczne na dopływie wody do zbiorników,
• Kontrola stężenia roboczych roztworów myjących:
• pomiar przewodności w wewnętrznym obiegu cyrkulacyjnym,
• Sterowanie temperaturą roztworów myjących:
• pomiar temperatury w zbiornikach roztworów myjących ,
• regulacja temperatury przy wykorzystaniu zaworu parowego,
• pomiar temperatury i stężenia na powrocie roztworów myjących,
• Sterowanie rozdziałem powracających roztworów z obiegów myjących:
• pomiar przewodności powracających roztworów do stacji mycia,
• separacja faz na podstawie zaprogramowanych wartości granicznych,
• Programowanie pracy stacji mycia w zależności od charakteru i wielkości wybranych obiegów myjących:
• czasu trwania poszczególnych operacji mycia,
• temperatury mycia,
• możliwość wyboru programu mycia,
Podstawowe dane techniczne jednotorowej stacji CIP (zabezpieczenie parametrów mediów):
• Zbiornik zimnej wody płuczącej: 8 000 l
• Zbiornik odzyskanej wody płuczącej: 8 000 l
• Zbiornik roztworu kwasu: 8 000 l
• Zbiornik roztworu sody: 8 000 l
• Temperatura roztworów myjących: do 85°C
• Ilość torów: 1
• Ilość jednocześnie mytych obiektów w jednym torze: 1
Pobór czynników energetycznych szczytowy w stacji CIP:
• Para wodna: 400 kg/h
• Ciśnienie pary wodnej (manometryczne): 0.4 – 0.6 MPa
• Sprężone powietrze: 5-7 Nm3/h
• Ciśnienie sprężonego powietrza: 0.7 MPa
• Woda bieżąca : 15 m3/h
• Moc zainstalowana energii elektrycznej : Do 12 kW

Stacja mycia CIP składa się z następujących zespołów / elementów:
• Zbiornika zasadowego roztworu myjącego,
• Zbiornika kwaśnego roztworu myjącego,
• Zbiornika zimnej wody płuczącej,
• Zbiornika gorącej wody płuczącej,
• Układu podgrzewania zasadowego środka myjącego,
• Układu podgrzewania wody płuczącej,
• Zespołu pomiaru i regulacji stężenia zasadowego roztworu myjącego,
• Zespołu pomiaru i regulacji stężenia kwaśnego roztworu myjącego,
• Kompletu armatury, pomp i instalacji,
• Układu automatyki i sterowania elektrycznego.
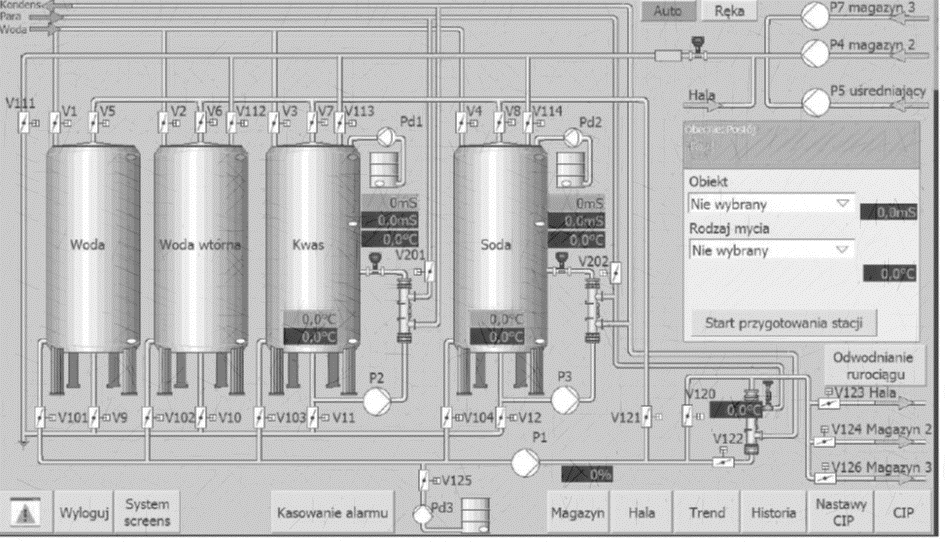
Układ automatyki i sterowania pracą stacji mycia zbudowany jest na bazie sterownika mikroprocesorowego firmy SIEMENS. W szafie ze stali nierdzewnej umieszczony jest sterownik oraz wszystkie elementy sterowania, łącznie z obwodami siłowymi i pneumatyką. Na elewacji szafki umieszczony jest dotykowy panel operatorski TOUCH MULTIPANEL firmy Siemens przy pomocy którego operator stacji mycia wybiera poszczególne programy mycia i obserwuje realizację cyklu mycia. Na panelu znajduje się wizualizacja procesów.

Wykonujemy izolacje rurociągów, przewodów wentylacyjnych i zbiorników. Izolacja stanowi zewnętrzne poszycie rurociągów czy zbiorników dlatego szczególnie ważna jest estetyka ora jakość wykonania do najmniejszego szczegółu.
Wybór i zaprojektowanie właściwego systemu izolacyjnego dla instalacji grzewczych i wentylacyjnych jest ważnym czynnikiem dla ich opłacalnej pracy, funkcjonalności, bezpieczeństwa, żywotności i wpływu na środowisko. W związku z tym w fazie projektowania i rozmieszczania izolacji należy brać pod uwagę specyficzne dla ej instalacji straty ciepła, które mogą powstać w całym okresie jej użytkowania.
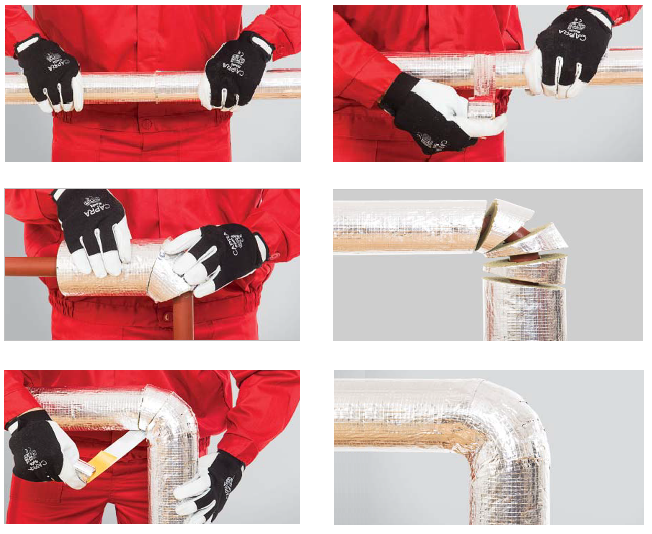
Do tego aby izolacja rurociągów spełniała swoją funkcję niezmiernie ważny jest dobór odpowiednich materiałów izolacyjnych jak i tych zabezpieczających izolację. Do izolacji rurociągów technologicznych, węzłów cieplnych, instalacji parowych, przewodów kominowych stosujemy produkty izolacyjne z niepalnej wełny mineralne jednocześnie posiadającej bardzo dobre parametry termiczne stanowiące skuteczną barierę przeciw kondesacji pary wodnej. Dodatkowo wysoką trwałość izolacji gwarantuje zewnętrzna okładzina ze wzmocnionej zbrojeniem folii aluminiowej. Całość izolacji zabezpieczamy otuliną z blachy nierdzewnej w wykonaniu polerowanym lub matowym.
Urządzenie do filtracji soków owocowo-warzywnych metodą filtracji membranowej posiada zdolność separacji soku owocowego na jego składniki w zależności od ich budowy molekularnej, kształtu i wielkości. Właściwości rozdziału determinuje rozmiar porów zastosowanej membrany.
Zalety ultrafiltracji:
• Uzyskuje się w pełni klarowny sok, w wyniku usunięcia substancji pektynowych i innych wielkocząsteczkowych węglowoów oraz zmniejszenia ilości kompleksów białek z taninami. Polifenolooksydaza, odpowiedzialna za brązowienie enzymatyczne również jest zatrzymywana przez membrany;
• Wyższe wydajności soku od 5-8%, w stosunku do uzyskiwanych metodami tradycyjnymi;
• Koszty materiałów filtracyjnych są zredukowane, dzięki eliminacji pomocniczych środków filtracyjnych i środków do klarowania;
• Proces może być prowadzony w sposób ciągły, w pełni automatyczny, mniejszy jest nakład robocizny (czynnik ludzki), koszty zbiorników, wirówek, filtrów ect., szybki rozruch;
• Mniejsza jest ilość odpadów; właściwości organoleptyczne są wyższe, ogranicza się obróbkę termiczną soków, możliwa jest "zimna sterylizacja soków" i ich aseptyczne pakowanie, membrany eliminują bakterie, drożdże, pleśnie.
• Nie ma możliwości przedawkowania żelatyny (nie przechodzi przez membrany)
• Ultrafiltracja nie wymaga stosowania dodatkowych materiałów filtracyjnych dzięki czemu jest procesem bezodpadowym
• Pody ultrafiltracji sok charakteryzuje się bardzo wysoką klarownością
• Urządzenie oznacza się małym zużyciem energii dzięki pracy przy niskich ciśnieniach
• Instalacja oparta na ultrafiltracji wyróżnia się prostotą konstrukcji i łatwością obsługi
• Moduły filtracyjne mogą być zabudowane w dowolnej konfiguracji w zależności od miejsca ich usytuowania

• Przemysł mleczarski ( mleko, ser )
• Przemysł spożywczy ( białka )
• Przemysł metaliczny (separacja emulsji typu olej/woda, farby)
• Przemysł tekstylny

Oferowane przez nas rozwiązania pozwalają na szybkie i skuteczne dozowanie komponentów sypkich oraz ich rozpuszczanie w cieczach przy jednoczesnym mieszaniu. Dzięki rozwiązaniu opartym na dyszy Venturiego uzyskujemy możliwość szybkiego dozowania komponentów wraz z efektem skutecznego mieszania jednocześnie ograniczając efekt napowietrzania mieszanki. Instalacja dozowania komponentów sypkich wyposażona jest w stół zasypowy, wraz z lejem zasypowy oraz kratką bezpieczeństwa i demontowalnym nożem tnącym. Opcjonalnie w przypadku komponentów powodujących duże zapylenie stół może myć wyposażony w okapnik wraz z wentylatorem odciągowy.
Lej zasypowy zakończony dozownikiem inżektorowym ułatwiający wprowadzenie i dozowanie surowców w postaci sypkiej do płynów „in-line” przy jednoczesnym ich mieszaniu. Dysza rozpoczyna swoją pracę już wtedy, gdy ciśnienie na jej wylocie jest mniejsze o 18% od ciśnienia wlotowego. Pełen efekt ssania osiąga gdy ta różnica wynosi 50%. Przepływająca przez nią woda powoduje powstanie różnicy ciśnień, dzięki której zasysane są dodatki sypkie lub płynne. Nad dyszą zamontowany jest zawór dozujący, dzięki któremu możemy dowolnie regulować ilość oraz szybkość zasysanych komponentów. Układy rozpuszczania mogą być manualne lub automatyczne z zasobnikiem komponentów sypkich, dopasowane indywidualnie do potrzeb Naszych Klientów pod kątem wydajności oraz surowców jakie chcemy rozpuszczać.

Firma Euroinoxstyl wychodząc naprzeciw zapotrzebowaniu przemysłów napojowych i przetwórstwa owocowego od wielu lat rozwija nowoczesne technologie pasteryzacji i filtracji płytowej w sanitarnych układach zamkniętych.
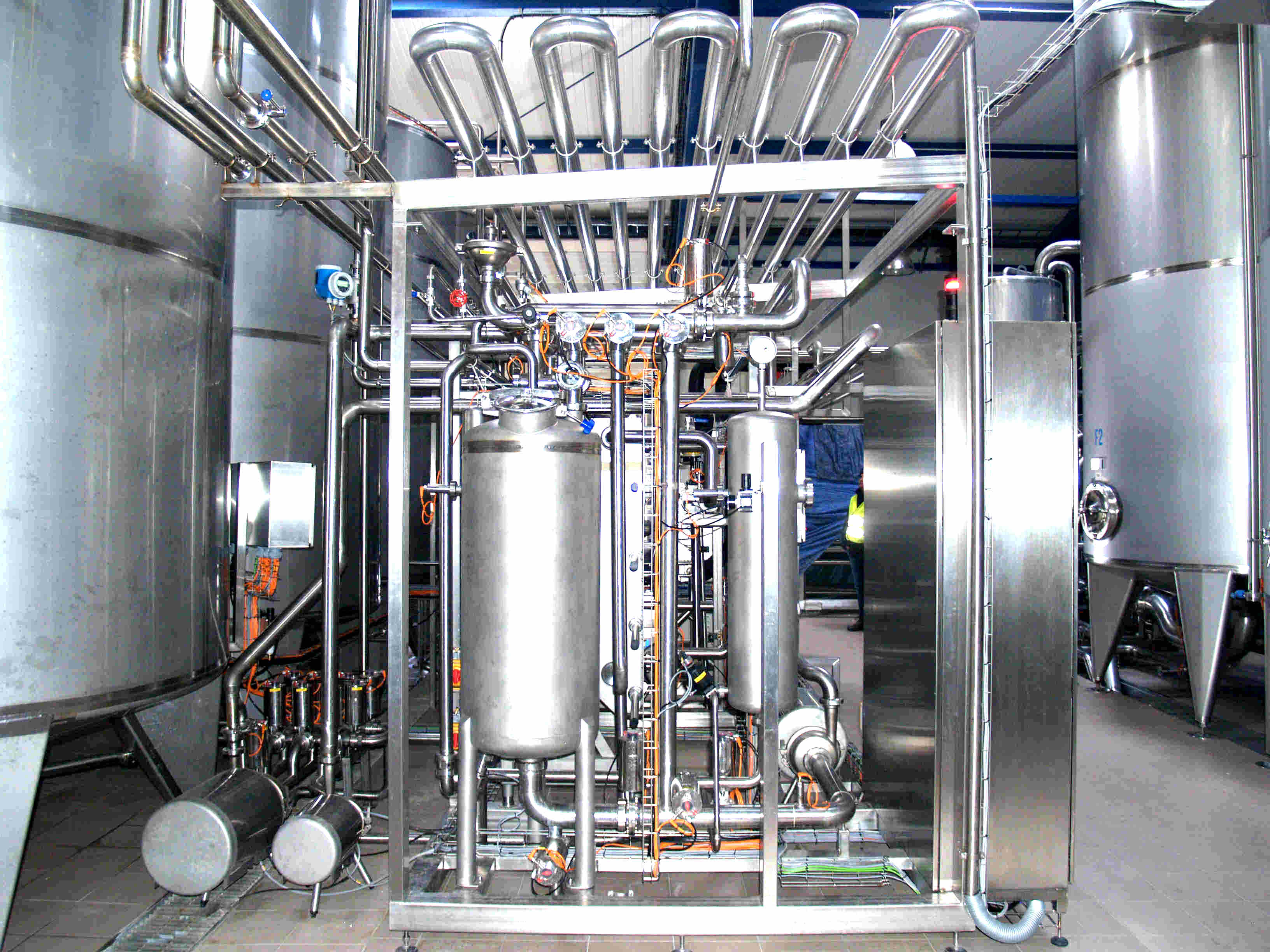
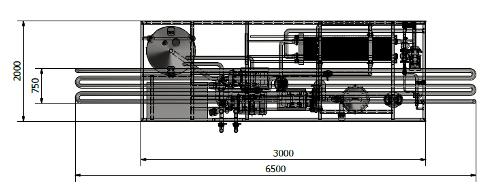
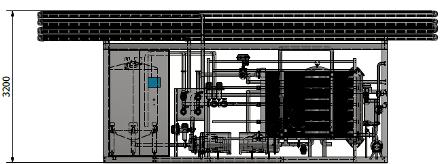
Poniżej przedstawiono przykładowe urządzenie o wydajności 5m3/h dla soków świeżych. Oferujemy pasteryzatory o wydajnościach od 0,5m3/h do 30m3/h.
System sterowania oparty na sterowniku SIEMENS w połączeniu z nowym oprogramowaniem pozwala na prowadzenie procesu pasteryzacji w ściśle kontrolowany i w pełni zautomatyzowany sposób zachowując wszystkie parametry nastawne takie jak temperaturę, ciśnienia, przepływy wraz z pełną archiwizacją danych procesu.
Mycie jak i sterylizacja urządzenia odbywa się za pomocą autonomicznego programu mycia zoptymalizowanego pod względem oszczędności energii, środków myjących i czasu przygotowania urządzenia do ponownej produkcji. Program mycia został wyposażony w innowacyjny cykl mycia w przeciw prądzie (back-flow scavenging) wraz z równomiernym rozdziałem strumienia co zapewnia skuteczność mycia jak i znacznie skraca czas cyklu mycia co jedno znaczeni przekłada się na oszczędność czasu i energii.
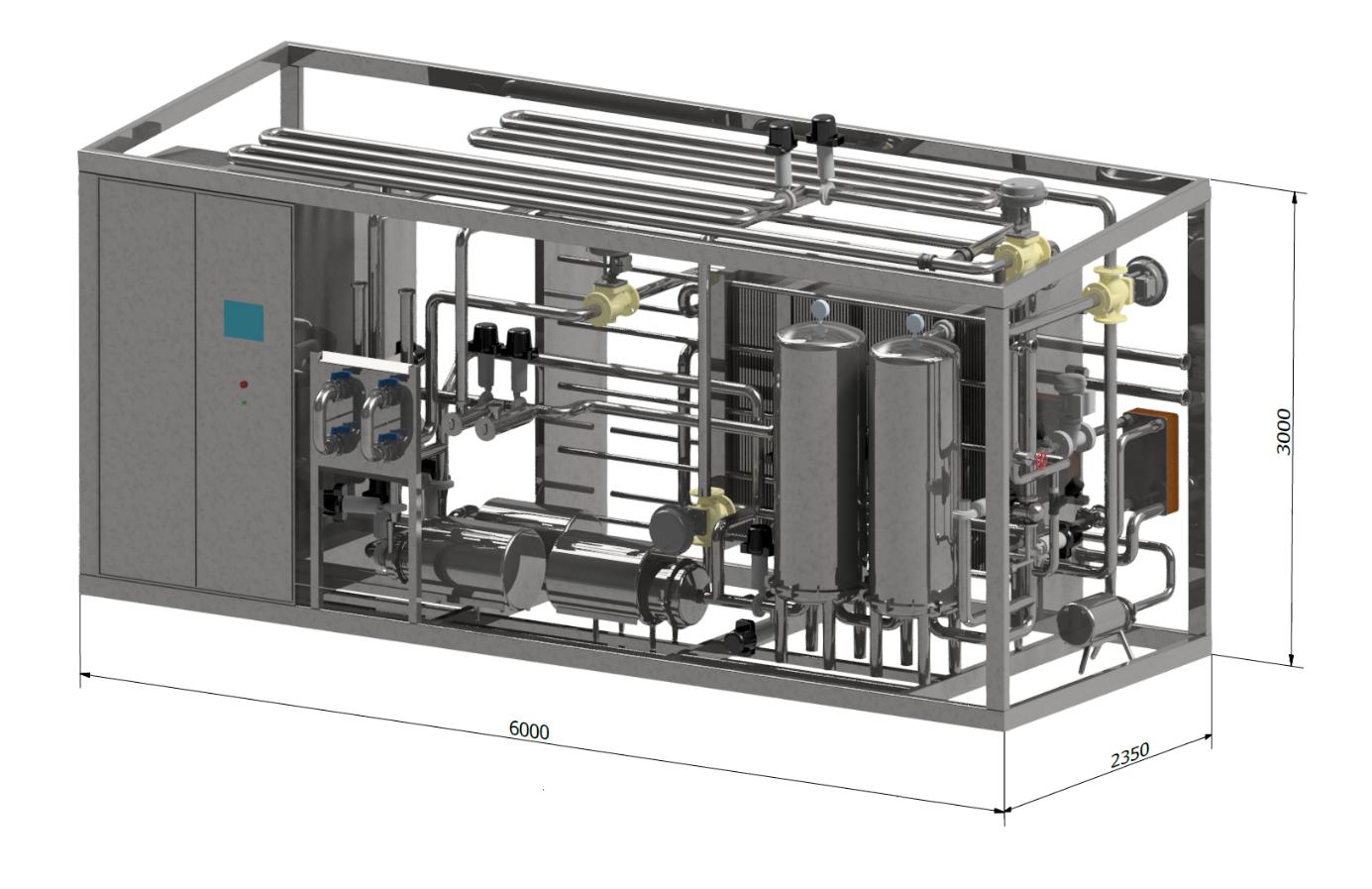
• Wydajność: 5 000l/h,
• Gęstość: 1050kg/m3,
• Lepkość: 600mPas,
• Temp. Wejścia produktu 20-25°C,
• Temp. Pasteryzacji 85-95°C,
• Temp. sterylizacji 130°C,
• Temp. Wyjścia produktu 5°C, +/- 2°C,
• Zapotrzebowanie na chłód: 200kW +25%,
• Czas przetrzymania: 30 sek.
Układ pasteryzatora składa się z wielosekcyjnego, płytowego wymiennika ciepła. Układu gorącej wody obiegowej z niezależnym wymiennikiem para-woda, układu rurowego przetrzymywacza produktu, układu rekuperacji – odzysku energii. Układy wyposażone są w systemy regulacji temperatury oraz kontroli ciśnienia z zapewnieniem wyższego ciśnienia po stronie produktu spasteryzowanego zgpdnie z HACAP.
Sok podawany będzie do zbiornika buforowego pasteryzatora, a następnie wprowadzone jest poprzez pompę podawczą do dwóch kolejnych sekcji rekuperacji wymiennika, w których wstępnie ogrzewa się od soku podawanego z sekcji przetrzymania, jednocześnie go ochładzając. Z sekcji rekuperacji sok poprzez pompę podnoszącą ciśnienie (wspomagającą) podawany jest do podgrzewacza, gdzie dogrzewa się do temperatury pasteryzacji dzięki gorącej wodzie obiegowej. Po osiągnięciu temperatury pasteryzacji przechodzi do rurowej sekcji przetrzymania, następnie do sekcji rekuperacji i po wstępnym ochłodzeniu do ostatniej sekcji, chłodzenia gdzie następuje schłodzenie soku do temperatury wyjściowej 5 stopni +/- 3°C. Wszystkie etapy pracy pasteryzatora składające się na proces pasteryzacji, od sterylizacji wewnętrznej układów, poprzez wypełnienie urządzenia produktem do jego opróżnienia przebiegają w sposób automatyczny, bez konieczności ingerencji obsługi.
Firma Euroinoxstyl wychodząc naprzeciw zapotrzebowaniu przemysłów napojowych i przetwórstwa owocowego od wielu lat rozwija nowoczesne technologie pasteryzacji i filtracji płytowej w sanitarnych układach zamkniętych. W oparciu o technologię firmy Pall jako alternatywę dla tradycyjnych układów filtracji oferujemy dwustopniowy układ filtracji soków i koncentratów owocowych w zakresie filtracji klarującej na filtrach typu Suprapak Plus oraz mikrobiologicznej na filtrach typu Supradisc II seria K.
Zastosowane rozwiązanie układów filtracji Pall Supradisc II pozwala na prowadzenie procesów mycia sterylizacji całego układu oraz filtrację w zamkniętym środowisku bez ryzyka wtórnych zakażeń produktu z zewnątrz. Mycie jak i sterylizacja układów podgrzewania filtracji i schładzania odbywa się za pomocą autonomicznego programu mycia zoptymalizowanego pod względem oszczędności energii, środków myjących i czasu przygotowania urządzenia do ponownej produkcji. Program mycia został wyposażony w innowacyjny cykl mycia w przeciw prądzie (back-flow scavenging) wraz z równomiernym rozdziałem strumienia co pozwala na 3 a nawet 4 krotne wydłużenie żywotności wkładów filtracyjnych, poprawia także skuteczność mycia jak i znacznie skraca czas cyklu mycia co jedno znaczeni przekłada się na oszczędność czasu i energii.

• 2 modułów filtracji wstępnej w układzie równoległym w celu poprawienia parametrów mętności - z bardziej zgrubnymi elementami filtracyjnymi K200,
• 2 modułów filtracji końcowej w układzie równoległym, każda wyposażona w 4 elementy filtracyjne SUPRADISC SD II 200 200X050C440SPW (karton filtracyjny KS50)
• Produkt: koncentrat jabłkowy: 72Bx,
• Wydajność: od 5 000 do 10 000kg/h,
• Gęstość: 1400 kg/m3,
• Temperatura koncentratu wchodzącego: 4 °C,
• Temperatura koncentratu wychodzącego: 6 °C,
• Temperatura pasteryzacji: 80-85 °C,
• Temperatura sterylizacji urządzenia: 110°C,
• Czynnik grzewczy: para – pełny zakres regulacji temperatury,
• Czynnik chłodniczy: glikol,
• System filtracji: dwustopniowy (pierwszy stopień czyszczący, drugi sterylny).
• Energi elektryczna: max. 70kW,
• Energia cieplna: 120kW,
• Czynnik chłodzący: 150kW, 37m3/h -1C Glycol Ethylene 35%,
• Powietrze: 5m3/h, 6,0bar,
• Bezpieczna filtracja, aby zatrzymać niepożąe mikroorganizmy. Do zastosowania podczas magazynowania półproduktów (koncentratów) i do filtracji tuż przed rozlewem do butelek lub dystrybucji do Odbiorcy końcowego.
• Wysoka zdolność absorpcji,
• Sanitarna obudowa,
• Regeneracja przez płukanie wsteczne,
• Sterylizacja parą ok. (21 cykli),
• Obniżone koszty filtracji,
• Szybka wymiana dysków,
